2. Funciones Principales de las Bridas en Sistemas de Tuberías
3. Ámbito de Aplicación Industrial
4. Tipos de Bridas según el Método de Conexión
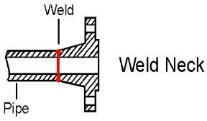
4.1 Brida de Cuello Soldable (WN)
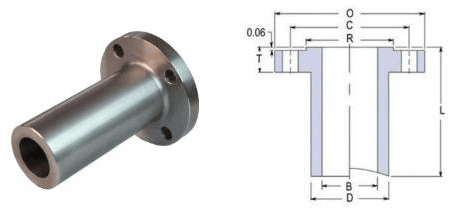
4.2 Brida de Cuello Soldable Largo (LWN)
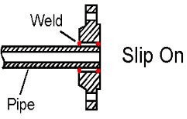
4.3 Brida Deslizable (Slip-On — SO)
4.4 Brida de Enchufe (Socket Weld — SW)
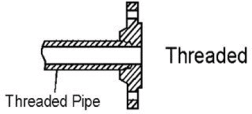
4.5 Brida Roscada (Threaded — TH)
4.7 Brida Loca / Lap Joint (LJ)
4.8 Brida de Orificio (Orifice Flange)
4.9 Brida Espectáculo (Spectacle Blind)
5. Materiales de Fabricación más Comunes
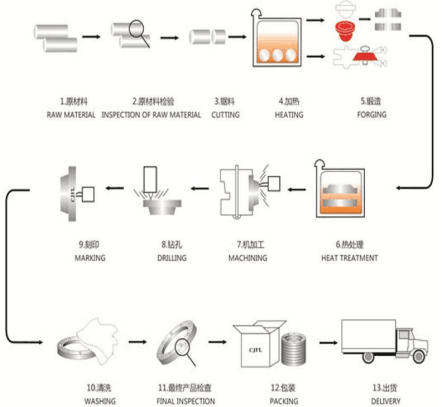
6. Proceso de Producción de Bridas
7. Estándares Internacionales de Bridas
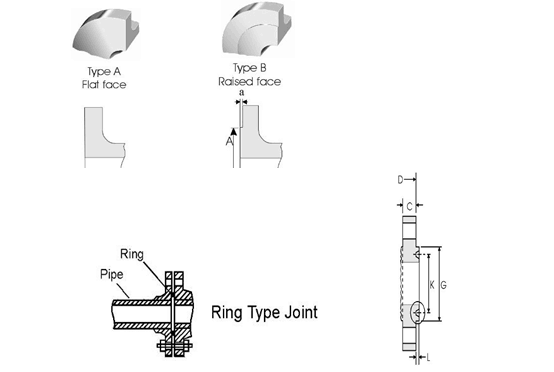
8. Superficies de Sellado (Caras de la Brida)
9. Revestimientos y Tratamientos Superficiales
10. Criterios de Selección: Cómo Elegir la Brida Adecuada
Una brida (flange en inglés) es un componente de conexión utilizado en sistemas de tuberías industriales que permite unir dos secciones de tubo, válvulas, bombas u otros equipos de forma segura, desmontable y hermética. La conexión se realiza mediante pernos o tornillos que aprietan las caras de ambas bridas contra una junta (gasket) intermedia, creando un sello que soporta presiones internas y evita fugas de fluidos.
lantas de procesamiento de gas, centrales eléctricas, industrias químicas, alimenticias y farmacéuticas, sistemas de agua potable y aguas residuales, astilleros y plataformas offshore.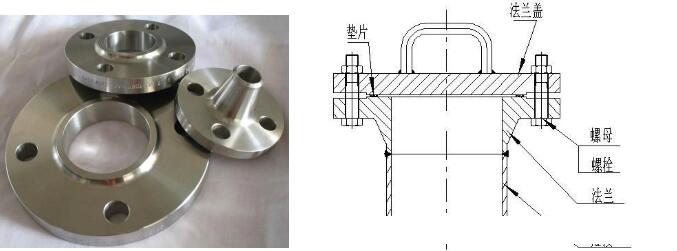
Las bridas cumplen múltiples funciones críticas en un sistema de tuberías:
| Función | Descripción | Importancia |
|---|---|---|
| Conexión hermética | Permite unir tuberías, válvulas y equipos manteniendo la estanqueidad bajo presión y temperatura | Crítica — previene fugas peligrosas |
| Acceso para mantenimiento | Facilita el desmontaje periódico para inspección, limpieza o reemplazo de componentes | Alta — reduce tiempos de parada |
| Aislamiento de secciones | Permite cerrar tramos específicos del sistema mediante bridas ciegas (blind flanges) durante reparaciones | Media-Alta |
| Adaptación de diámetros | Las bridas reductoras permiten transiciones entre tuberías de diferentes tamaños (reducing flanges) | Media |
| Cambio de dirección | En combinación con codos y tes, las bridas permiten cambios de dirección del flujo | Baja-Media |
| Soporte estructural | En ciertas aplicaciones, las bridas contribuyen a la rigidez del conjunto de tubería | Baja |
Las bridas se utilizan prácticamente en cualquier industria que requiera transportar fluidos (líquidos, gases o slurries) a través de sistemas de tuberías:






Compuesta por una brida loca propiamente dicha (stub end) y una backing flange (brida de respaldo) deslizante.


El material de la brida debe ser compatible con el fluido transportado, la temperatura de servicio y los requisitos de corrosión.
| Material | Norma típica | Temperatura máx. aprox. | Aplicación principal |
|---|---|---|---|
| Acero al carbono | ASTM A105 / A350 LF2 | 425°C ~ 538°C | Servicios generales, agua, aire, vapor saturado |
| Acero inoxidable austenítico | ASTM A182 F304/L, F316/L, F321, F347 | 815°C | Corrosión química, alimentos, farmacéutica, criogenia |
| Acero inoxidable dúplex | ASTM A182 F51 (2205), F53 (2507) | 300°C | Agua de mar, cloruros, corrosión por picaduras |
| Aleaciones de níquel | ASTM B564 (Inconel 625, Monel 400, Hastelloy C276/C22) | Variable por aleación | Medios altamente corrosivos: ácidos, H₂S, cloro |
| Aluminio y aleaciones | ASTM B247 (6061-T6, 5083) | 200°C ~ 400°C | Criogenia, aplicaciones ligeras, industria naval |
| Cobre y aleaciones | ASTM B151 (C70600/Cu-Ni 90/10, C71500) | 200°C ~ 260°C | Agua de mar, sistemas de enfriamiento |
| Acero de baja aleación | ASTM A182 F11/F12/F22/F91 | 550°C ~ 620°C | Servicios de alta temperatura (plantas de potencia) |
Comprender el método de fabricación ayuda a evaluar la calidad y el coste de las bridas.
Proceso típico: Corte de materia prima → Calentamiento (si forja en caliente) → Forja en prensa/martillo → Recocido normalizado → Mecanizado CNC (taladros, cara de sellado, cuello) → Tratamiento superficial → Inspección dimensional y NDT → Marcado.
Se vierte metal fundido en un molde con la forma de la brida. Es más económico para grandes series pero con desventajas significativas
Recomendación HT PIPE: Solo aceptamos y suministramos bridas forjadas para todos nuestros proyectos, garantizando trazabilidad completa con certificados de materials EN 10204 3.1.
Económicas para grandes diámetros (>DN600/NPS 24") donde la forja es inviable o prohibitivamente cara.
Para diámetros muy grandes (DN800+), Usualmente para servicios de baja presión (Class 150).
Es el estándar más utilizado mundialmente, especialmente en industrias de oil & gas, petroquímica y proyectos internacionales EPC.
Claves de ASME B16.5:
Para tamaños superiores a NPS 26":
Estándar europeo que unifica y sustitige a los antiguos DIN, BS y NF.
Usado principalmente en Japón y proyectos japoneses en el extranjero (shipbuilding, plantas de procesos).
| Estándar | Origen | Uso típico | Nota |
|---|---|---|---|
| API 6A / 6BX | Internacional | Pozos petroleros, wellheads | Alta presión, conexiones ring-type joint (RTJ) especiales |
| AWS D1.1 | Internacional | Soldadura estructural | Procedimiento de soldadura de bridas a estructuras |
| ASME Section V | Internacional | Ensayos no destructivos | UT, PT, MT, RT aplicables a inspección de bridas |
| ASME B16.5 Class | EN 1092-1 PN | JIS B2220 | Presión aprox. (bar) @ amb. |
|---|---|---|---|
| 150 | PN16 / PN20* | 10K / 16K | ~20 bar |
| 300 | PN25~PN40 | 20K | ~50 bar |
| 600 | PN63 | 30K~40K | ~100 bar |
| 900 | PN100 | 40K | ~150 bar |
| 1500 | PN160~PN250 | 63K | ~250 bar |
| 2500 | PN420 | — | ~420 bar |
El acabado de la cara de sellado se mide en micro pulgadas Ra (µin) o micrómetros Ra (µm):
| Tipo de Servicio | Rugosidad Ra recomendada | Método de mecanizado |
|---|---|---|
| Servicio general (juntas espiral) | 125~250 µin (3.2~6.3 µm) | Torno convencional |
| Servicios críticos de alta presión | 63~125 µin (1.6~3.2 µm) | Torno de precisión |
| RTJ (ranura de anillo) | 32~63 µin (0.8~1.6 µm) | Rectificado/fresado fino |
| Juntas de PTFE (Teflón) | Máx. 63~125 µin | Pulido |



Aunque las bridas suelen suministrarse con acabado negro de mecanizado (oil-blackened), diversos tratamientos protegen o mejoran su rendimiento:
| Tratamiento | Descripción | Cuándo usarlo |
|---|---|---|
| Galvanizado en caliente (HDG) | Inmersión en zinc fundido (~450°C) | Protección contra corrosión atmosférica en exteriores, agua no agresiva |
| Pintura epoxi / 3PE | Capas de resina epoxi + polietileno | Enterradas o sumergidas, protección catódica complementaria |
| Pintura anti-corrosiva | Primers ricos en zinc (inorgánico) + acabado | Plantas costeras/offshore, atmósferas salinas |
| Fosfatado (phosphating) | Capa de fosfato de hierro/zinc | Mejora adhesión de pintura posterior, protección temporal en almacén |
| Pasivación (inoxidables) | Tratamiento ácido (HNO₃/HF) que elimina hierro libre de la superficie | Obligatorio para aceros inoxidables tras mecanizado — restaura capa pasiva |
| Teflon/PTFE coating | Recubrimiento antiadherente de politetrafluoretileno | Servicios donde los productos pueden adherirse (polímeros, alimentos) |
| Hastelloy cladding | Revestimiento de aleación de níquel soldada sobre base de carbon steel | Servicios altamente corrosivos donde el acero inoxidable 316 es insuficiente |
Recopile los siguientes datos del P&ID (Piping and Instrumentation Diagram) o de la hoja de datos de línea (line list):
La brida debe tener una presión admisible ≥ MAWP a la temperatura de diseño.
Regla práctica: Si su presión de diseño es 20 bar a temperatura ambiente, use Class 300 para permitir fluctuaciones y futuras modificaciones.
| Condición | Tipo Recomendado | Razón |
|---|---|---|
| Alta presión/temperatura, servicio crítico, cíclico | WN (Welding Neck) | Máxima integridad de soldadura, sin discontinuidades |
| Baja-media presión, coste sensible, fácil instalación | SO (Slip On) | Económica, rápida de montar |
| Diámetro pequeño (≤DN50), alta presión | SW (Socket Weld) | Buena relación coste-resistencia en tamaños pequeños |
| Área clasificada (explosivo), sin soldar permitido | TH (Threaded) | Conexión mecánica sin fuente de ignición |
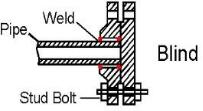
| Cierre de extremo | BL (Blind) | Cierre total |
| Material costoso (dúplex/aleación Ni), desmontaje frecuente | LJ (Lap Joint) | Solo el stub end es de material costoso |
| Medidor de flujo | Orifice | Taladro calibrado para placa de orificio |
Para projetos críticos, exija al fabricante:
Use LJ cuando:
No use LJ cuando:
Las diferencias principales radican en el método de conexión al tubo:
El Class (o Class rating) en ASME B16.5 indica el nivel de presión-temperatura que una brida puede soportar. Contrario a la intuición, no representa directamente un valor de presión. Cada Class define unas dimensiones fijas (OD, grosor, número/tamaño de taladros), y la presión máxima admisible varía con la temperatura según el material, consultando las tablas ASME B16.5. A temperatura ambiente (ambient), una Class 150 soporta aprox. 20 bar (285 psi), Class 300 ≈ 50 bar, Class 600 ≈ 100 bar, etc., pero estos valores disminuyen al aumentar la temperatura.
RF (Raised Face) tiene una superficie elevada central donde se apoya una junta plana o espiral wound. Es el estándar para servicios de baja-media presión (Class 150~600). RTJ (Ring Type Joint) tiene una ranura donde se inserta una junta metálica oval/u octagonal, logrando sello metal-metal. Es obligatoria para altas presiones (Class 900+), altas temperaturas, o servicios con fluidos peligrosos donde no se toleran fugas.
No, no directamente. Las bridas Class 150 estándar vienen con cara RF. Para usar junta RTJ, la brida debe tener la ranura (groove) mecanizada específicamente para ello, lo cual solo está disponible en ciertos Classes (principalmente 900+) y debe solicitarse explícitamente al fabricante como "RTJ face". Además, las bridas RTJ tienen mayor grosor para acomodar la ranura.
Para agua de mar, las mejores opciones son:
Evitar acero al carbono (corrosión galvánica acelerada) y austeníticos 304/316 (susceptibles a corrosión por picaduras en agua de mar, especialmente sobre 60°C).
El torque de apriete depende de: diámetro y grado del perno, material de la brida, clase de brida, tipo de junta, y lubricante usado. La fórmula básica es:
T = K × D × F
Donde:
En la práctica, consulte las tablas ASME PCC-1 (Guidelines for Pressure Boundary Bolted Flange Joint Assembly) que dan valores de torque específicos por tamaño/grado de perno, class de brida y lubricante. Nunca apriete "a feeling": use always una llave dinamométrica calibrada y siga el patrón de apriete en cruz (star pattern) en 3 pasos: 30%, 60%, 100% del torque final.
Un spectacle blind (o figure-8 blind) es un dispositivo compuesto de dos secciones unidas por una barra: una sección es un círculo sólido (spacer/open) que permite el flujo, y la otra es un disco ciego (blind) que lo bloquea. Gira 180° sobre unos pernos de retención para alternar entre abierto y cerrado. Su propósito es proporcionar aislamiento visual y físico positivo de equipos durante mantenimiento, cumpliendo normativas de seguridad (OSHA, ISO). Es obligatorio en muchas plantas de proceso para el aislamiento de bombas, compresores y equipos rotativos antes de intervenirlos.
Las normas principales son:
La oxidación (o más precisamente, contaminación por hierro incrustado / "rust spotting") en aceros inoxidables suele deberse a:
Contacto con herramientas de acero al carbono (cepillos de alambre de acero, amoladoras, herramientas de corte) que depositan partículas de hierro sobre la superficie inoxidableSolución: Pasivación con ácido nítrico o citrico (ASTM A967) para disolver el hierro incrustado y restaurar la capa pasiva de óxido de cromo.
Prevención: usar herramientas dedicadas exclusivamente para inoxidable (marcadas o de identificación visual).
Dependiendo de la criticidad del servicio, solicite:
| Parámetro de Decisión | Recomendación |
|---|---|
| Para la mayoría de servicios industriales (agua, aire, vapor, hidrocarburos no corrosivos, P<40 bar, T<200°C) | SO o WN en A105 (acero al carbono), Class 300, cara RF, junta espiral wound con filler de grafito |
| Para alta presión/temperatura (refinerías, plantas de proceso) | WN en A182 F11/F22/F91 (baja aleación) o F316L (inox), Class 600+, cara RF o RTJ según presión |
| Para medios corrosivos (ácidos, productos químicos, H₂S) | WN en aleaciones adecuadas: F316L (moderado), dúplex 2205 (cloruros), Hastelloy C276/C22/Monel 400 (altamente agresivos) |
| Para agua de mar / ambientes salinos | Dúplex 2205 o Superdíplex 2507 (WN o LJ para ahorrar material) |
| Para bajas temperaturas (criogenia, LNG, -196°C) | A182 F304LN / F316LN (inoxidable bajo en nitrógeno) o A350 LF2/LF3 (carbon steel impact-tested) |
| Para sistemas de tuberías que requieren desmontaje frecuente | LJ (Lap Joint) con stub end del material de proceso + backing flange en A105 |
| Para cierre definitivo de extremo | BL (Blind Flange) del mismo material, class y cara que la brida emparejada |
Zhengzhou Huitong Pipeline Equipment Co., Ltd. (HT PIPE) es fabricante y exportador especializado en productos de tuberías industriales con más de 15 años de experiencia sirviendo mercados en América Latina (México, Colombia, Chile, Perú, Brasil, Argentina), España, Medio Oriente y Sudeste Asiático.
| Categoría | Detalles |
|---|---|
| Bridas forjadas ASME B16.5 | WN, SO, SW, TH, BL, LJ, Orifice — A105, A182 F304/L/F316L/F321/F347/F51/F53/F55, B564 (Monel 400, Incoloy 800/H, Inconel 600/625, Hastelloy C276/C22/B2/B3) |
| Bridas grandes ASME B16.47 | Series A y B, hasta NPS 60"+ |
| Bridas EN 1092-1 | Types 01/02/05/11/12/13, Forms B1/B2/D/E/F, todos los PN |
| Bridas JIS B2220 y GB/T | 5K~63K, Series I y II |
| Bridas especiales | API 6A (wellhead), long welding neck, orifice pairs, spectacle blinds |
Para consultar stock, cotizaciones técnicas o asistencia en selección de bridas para su proyecto, contacte a nuestro equipo técnico:
| Unidad | Valor Equivalente | Contexto de uso |
|---|---|---|
| 1 bar | 14.5038 psi | Presión de diseño |
| 1 MPa | 10 bar | Presión en SI |
| 1 inch (pulgada) | 25.4 mm | Diámetros NPS |
| 1 lb-ft (torque) | 1.3558 N·m | Torque de pernos |
| °F a °C | (°F - 32) × 5/9 | Temperatura |
| 1 µin (microinch) | 0.0254 µm | Rugosidad superficial |
| Término | Significado |
|---|---|
| Brida | Pieza de conexión para tuberías (flange) |
| Junta / Gasket | Elemento elástico entre dos bridas que asegura el sello |
| Pernos / Stud bolts | Elementos de fijación que aprietan las bridas conjuntamente |
| Soldadura a tope (Butt weld) | Soldadura de penetración completa entre extremos de tubo y cuello de brida |
| Soldadura de filete (Fillet weld) | Soldadura en forma de triángulo, usada en bridas SO y SW |
| Heat number / Colada | Número de identificación del lote de fusión del material |
| NDT | Non-Destructive Testing (ensayos no destructivos: UT, PT, MT, RT) |
| PMI | Positive Material Identification (identificación de materiales) |
| MAWP | Maximum Allowable Working Pressure (presión máxima de trabajo admisible) |
| P&ID | Piping and Instrumentation Diagram (diagrama de tuberías e instrumentación) |
Este artículo fue redactado y revisado por el departamento técnico de HT PIPE (Zhengzhou Huitong Pipeline Equipment Co., Ltd.). La información aquí contenida tiene fines educativos e informativos. Para especificaciones técnicas definitivas de su proyecto, consulte siempre con un ingeniero calificado y verifique los estándares aplicables en su jurisdicción.
Última actualización: Abril 2026



